

 English
English  Français
Français  Português
Português  Home / Author / Zhang Xiaoyu, Regional Sales Manager (Southeast Asia) / Emulsified Silicone Oil: A Comprehensive Guide to Its Properties, Applications, and Competitive Edge in Modern Industries
Home / Author / Zhang Xiaoyu, Regional Sales Manager (Southeast Asia) / Emulsified Silicone Oil: A Comprehensive Guide to Its Properties, Applications, and Competitive Edge in Modern Industries Emulsified Silicone Oil: A Comprehensive Guide to Its Properties, Applications, and Competitive Edge in Modern Industries
2026-03-13
Emulsified silicone oil has emerged as a cornerstone material across multiple industrial sectors, thanks to its unique combination of performance attributes and versatility. As a dispersion of silicone oil in polar solvents (most commonly water) stabilized by surfactants or emulsifying agents, this product addresses critical gaps in traditional silicone oil applications—such as solubility in aqueous systems and ease of handling. In recent years, the demand for high-quality emulsified silicone oil has surged, driven by its role in enhancing agrochemical efficacy, improving personal care product performance, and supporting advanced manufacturing processes. This article explores the core properties of emulsified silicone oil, its key advantages over competing materials, the advanced manufacturing techniques that set top-tier products apart, and its diverse applications across industries. Additionally, a Q&A section addresses common queries about this versatile material, and references to relevant industry literature are included for further insight.
What is Emulsified Silicone Oil?
Definition & Composition
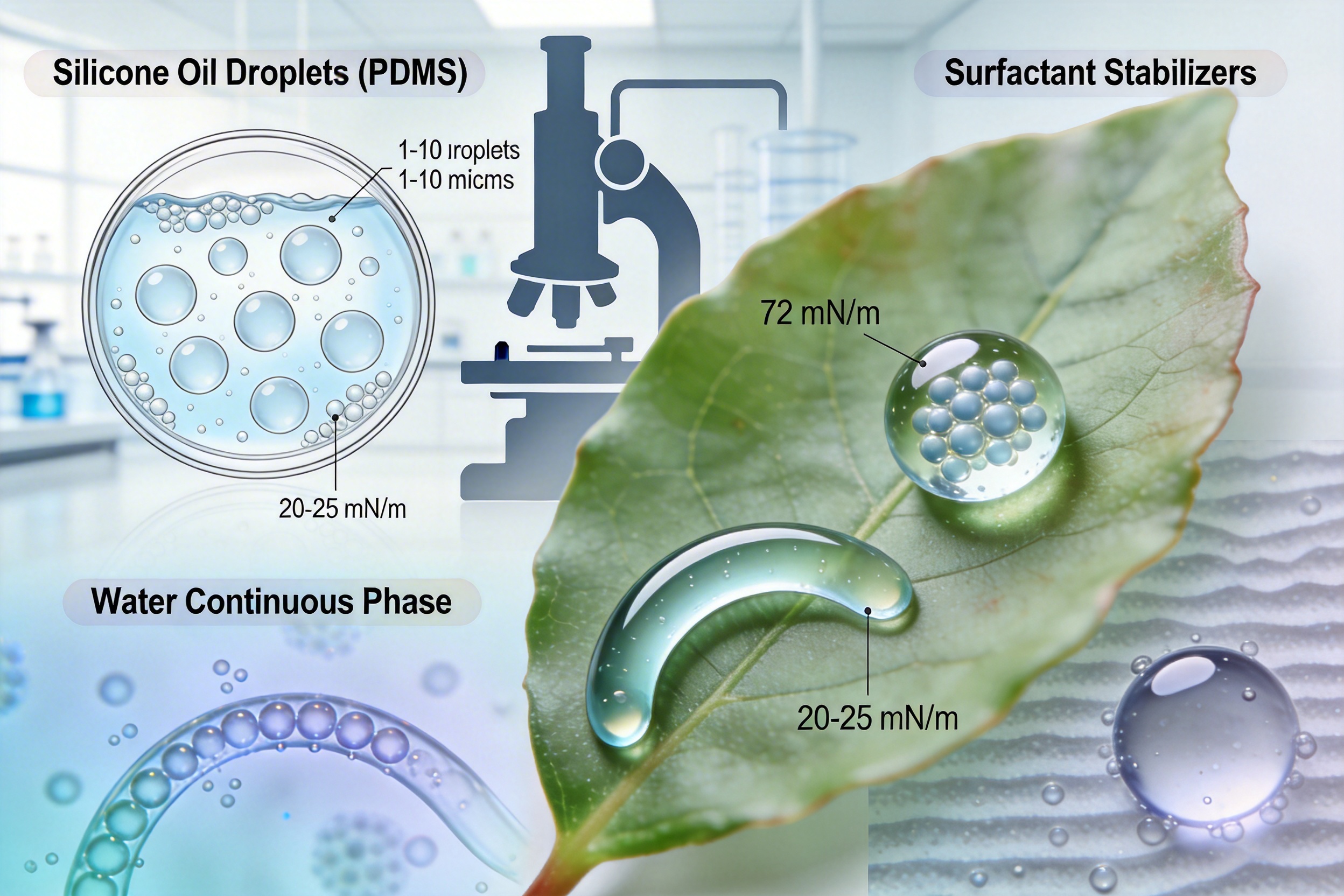
Emulsified silicone oil is a stable dispersion of polydimethylsiloxane (PDMS) or other silicone oils in water or polar solvents, with the dispersion stabilized by surfactants, emulsifiers, or polymeric stabilizers. Unlike pure silicone oil, which is hydrophobic and insoluble in water, emulsified silicone oil can be easily integrated into aqueous formulations, making it accessible for a wide range of applications where water-based systems are preferred. The composition typically includes: (1) Silicone oil (e.g., PDMS) as the active ingredient; (2) Surfactants/emulsifiers to reduce surface tension and stabilize the emulsion; (3) Water or polar solvent as the continuous phase; (4) Optional additives (e.g., defoamers, preservatives) to enhance performance or shelf life.
A key example of a high-purity emulsified silicone oil is the LD-620 model, which features a CAS No. of 9016-00-6, EINECS No. 618-493-1, and a purity of 99.8%. This model, known by the synonym Polydimethylsiloxane Emulsion, exemplifies the high-quality standards that define top-tier emulsified silicone oil products.
Core Physical & Chemical Properties
Emulsified silicone oil exhibits a range of physical and chemical properties that make it invaluable across industries: - Physical State: A white viscous liquid, with viscosity varying based on the base silicone oil and emulsion formulation. - Solubility: Insoluble in ethanol and methanol, but soluble in aromatic hydrocarbons (e.g., benzene), aliphatic hydrocarbons, and chlorinated hydrocarbons (e.g., carbon tetrachloride). - Chemical Stability: Excellent resistance to heat, cold, and weathering; does not degrade easily under extreme temperature conditions. - Surface Tension: Low surface tension, which enhances wetting and spreading on hydrophobic surfaces. - Toxicity: Non-toxic and harmless to humans, making it suitable for applications in personal care and food production. - Lubricity: High lubricity, which contributes to its use in metal processing and textile finishing.
These properties are not just theoretical—they translate into tangible benefits in real-world applications, as discussed later in this article.
Key Advantages of Emulsified Silicone Oil Over Competitor Products
Emulsified silicone oil outperforms many competing materials (e.g., non-emulsified silicone oils, petroleum-based lubricants, synthetic waxes) due to its unique combination of attributes. Below are the most significant advantages:
Superior Chemical Stability
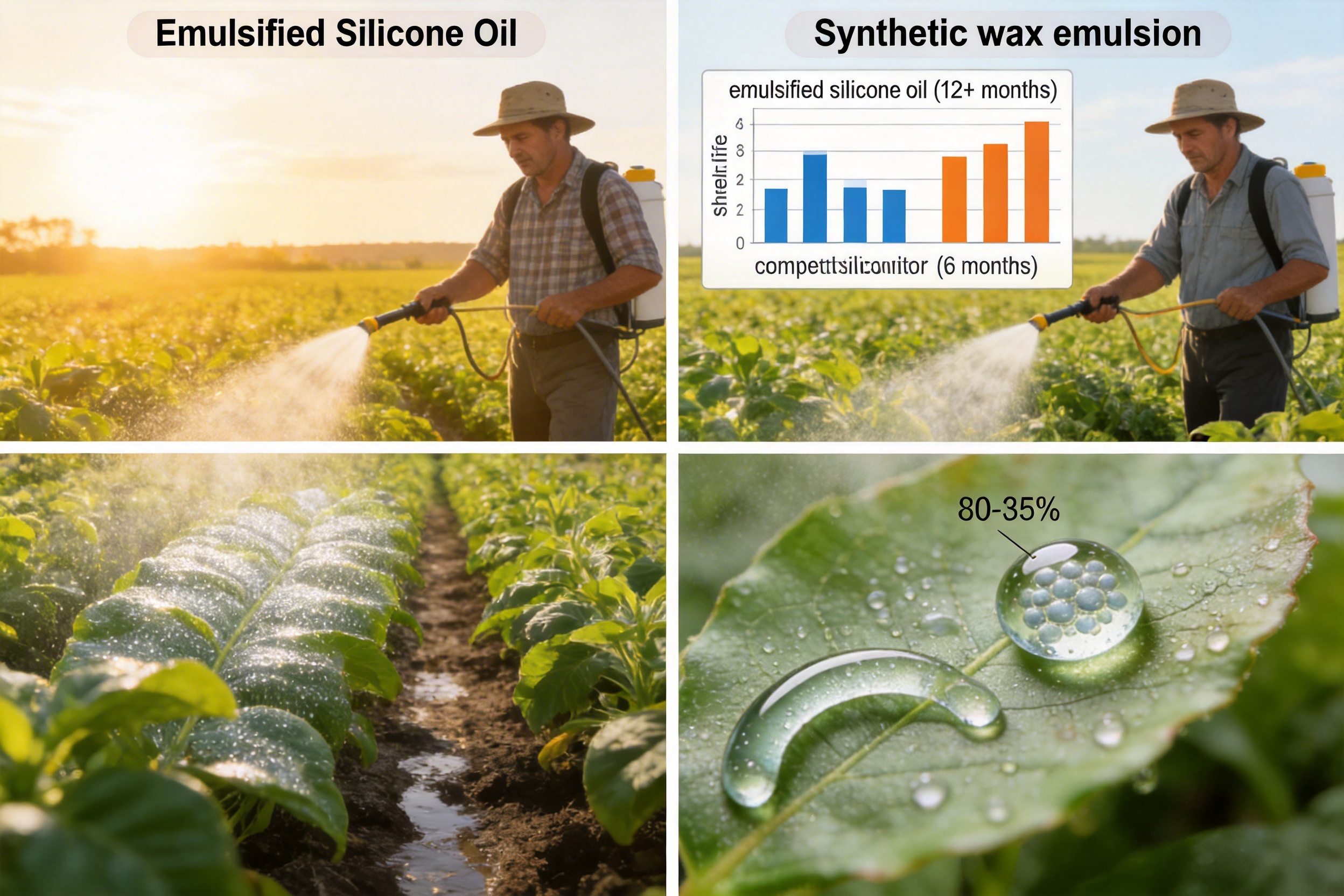
One of the most notable advantages of emulsified silicone oil is its exceptional chemical stability. Unlike many petroleum-based products, which degrade under high temperatures or exposure to UV light, emulsified silicone oil maintains its performance across a wide range of environmental conditions. For example, it resists oxidation, hydrolysis, and thermal breakdown, ensuring long-term effectiveness in applications such as agricultural sprays (exposed to sunlight and temperature fluctuations) and electronics manufacturing (subject to high processing temperatures). This stability also translates into a longer shelf life—top-tier emulsified silicone oil products can maintain their performance for up to 12 months or more when stored properly, compared to competitor products that may degrade within 6 months.
Competitor materials like synthetic wax emulsions often suffer from phase separation or reduced performance after extended storage, which can lead to product waste and inconsistent results. Emulsified silicone oil’s stability eliminates these issues, making it a more reliable choice for industrial users.
Enhanced Wetting & Spreading Efficiency
Emulsified silicone oil’s low surface tension (typically 20-25 mN/m, compared to water’s 72 mN/m) gives it superior wetting and spreading capabilities on hydrophobic surfaces. This is a critical advantage in applications like agriculture, where agrochemical sprays need to cover large leaf surfaces evenly to maximize efficacy. For example, when added to pesticide formulations, emulsified silicone oil reduces the surface tension of the spray solution, allowing it to spread uniformly across waxy leaf surfaces instead of beading up and rolling off. This not only increases the amount of active ingredient deposited on the plant but also reduces runoff, minimizing environmental impact and lowering costs for farmers.
Competitor products like non-ionic surfactants may provide some wetting benefits, but they often lack the long-term stability and compatibility with silicone-based active ingredients that emulsified silicone oil offers. Additionally, emulsified silicone oil’s spreading efficiency is maintained even in high-temperature or low-humidity conditions, which is a significant advantage over water-based surfactants that can evaporate quickly.
Broad Compatibility with Formulations
Top-tier emulsified silicone oil products are designed to be compatible with a wide range of formulation components, including surfactants, defoamers, active compounds, and solvents. This compatibility is a key advantage in industries like daily chemicals, where products often contain multiple ingredients. For example, in shampoos and conditioners, emulsified silicone oil can be combined with cationic surfactants and moisturizers without causing phase separation or reducing product performance. In agricultural formulations, it can be mixed with pesticides, fertilizers, and other adjuvants without interfering with their efficacy.
Competitor materials like mineral oil emulsions often have limited compatibility with silicone-based active ingredients, leading to formulation instability and reduced performance. Emulsified silicone oil’s broad compatibility eliminates these issues, allowing formulators to create more effective and stable products.
Eco-Friendly & Non-Toxic Profile
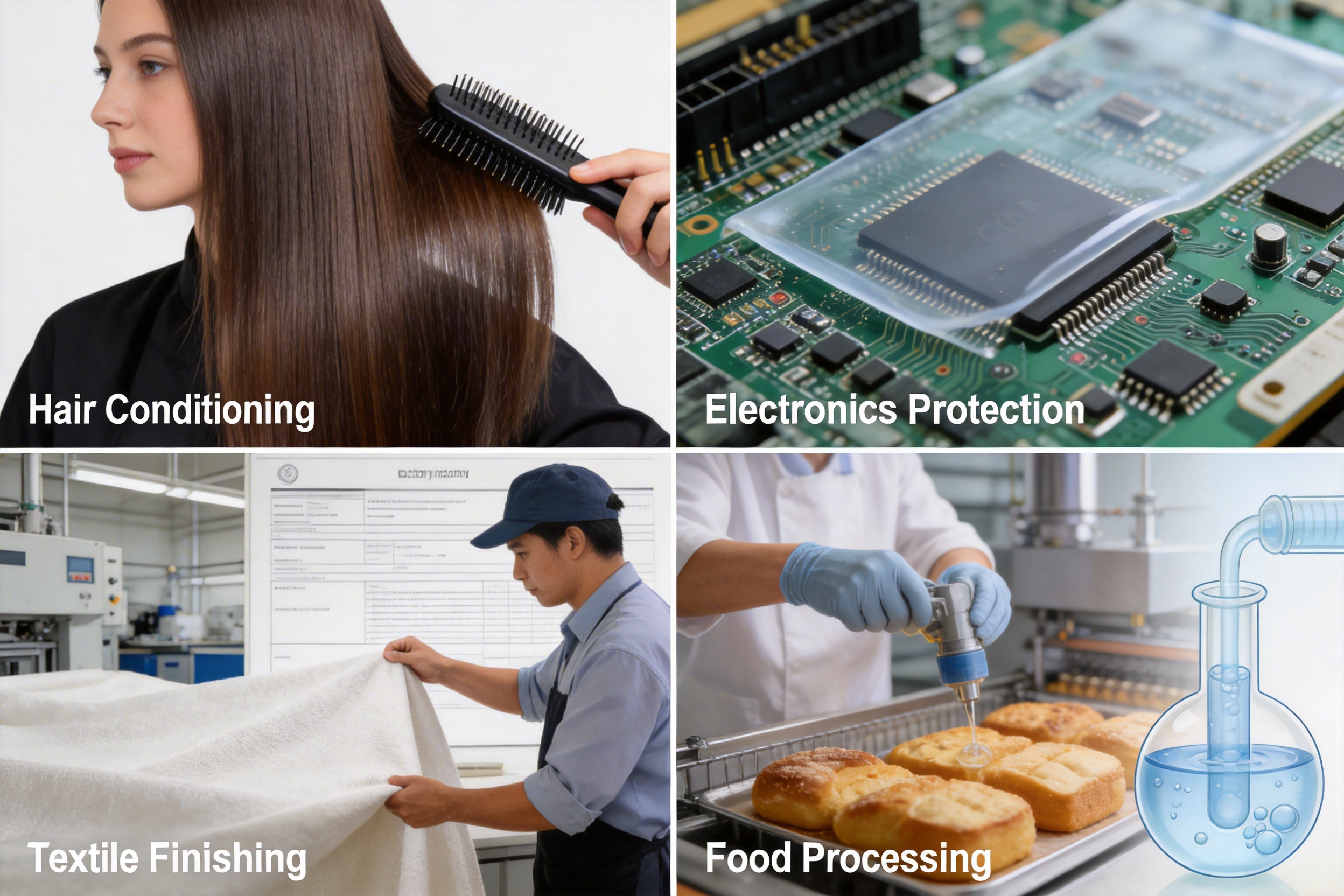
Emulsified silicone oil is non-toxic and harmless to humans, making it suitable for applications in personal care, food production, and the fermentation industry. Unlike some petroleum-based products, which can be toxic or harmful to the environment, emulsified silicone oil is biodegradable (depending on the formulation) and does not accumulate in the environment. For example, in food production, it is used as a release agent for molds and pans, ensuring that food does not stick while remaining safe for consumption. In personal care products like shampoos, it acts as a smoothing and combing additive, improving hair texture without causing irritation.
Competitor products like synthetic waxes or petroleum-based lubricants may contain harmful chemicals that can be toxic to humans or the environment. Emulsified silicone oil’s eco-friendly profile makes it a more sustainable choice for modern industries.
Advanced Manufacturing Processes: Why This Product Stands Out
The performance of emulsified silicone oil depends heavily on the manufacturing processes used to create it. Top-tier manufacturers invest in advanced technology and rigorous quality control to ensure their products meet the highest standards. Below are the key manufacturing processes that set leading emulsified silicone oil products apart:
Precision Emulsification Technology
Precision emulsification is the core process behind high-quality emulsified silicone oil. Leading manufacturers use high-pressure homogenizers or ultrasonic emulsifiers to create stable emulsions with uniform droplet sizes. This process involves: (1) Mixing the silicone oil, surfactant, and water in precise ratios; (2) Subjecting the mixture to high shear forces to break down the silicone oil into small, uniform droplets; (3) Stabilizing the emulsion using polymeric stabilizers to prevent phase separation. The droplet size of the emulsion is critical—smaller droplets (typically 1-10 microns) provide better dispersion and spreading, while larger droplets (10-50 microns) offer enhanced lubrication and surface coverage.
For example, the LD-620 emulsified silicone oil model is manufactured using a high-pressure homogenization process that produces droplets with a uniform size distribution, ensuring consistent performance across applications. This process is far more advanced than the low-shear mixing used by some competitors, which often results in non-uniform droplet sizes and unstable emulsions.

Rigorous Quality Control at Every Stage
Leading manufacturers implement a comprehensive quality control system that monitors every stage of the manufacturing process, from raw material sourcing to finished product delivery. Key quality control measures include: - Raw Material Inspection: Testing raw materials (silicone oil, surfactants, water) for purity and consistency before use. - In-Process Testing: Monitoring emulsion stability, droplet size, and viscosity during the manufacturing process to ensure compliance with specifications. - Finished Product Testing: Conducting a series of tests (e.g., stability testing, performance testing, toxicity testing) to verify that the product meets all quality standards. - Shelf Life Testing: Accelerated aging tests to determine the product’s shelf life and ensure it maintains performance over time.
For example, Hebei Guituo New Material Co., Ltd. (a leading manufacturer of emulsified silicone oil) uses internationally advanced production equipment and precise testing facilities to implement a full-process quality monitoring mechanism. This ensures that every product meets high standards of purity, stability, and performance.
Customization Capabilities for Niche Applications
One of the key strengths of top-tier emulsified silicone oil manufacturers is their ability to customize products for niche applications. This involves adjusting parameters like silicone oil viscosity, surfactant type, droplet size, and emulsion stability to meet the specific needs of different industries. For example: - For agricultural applications, manufacturers may adjust the emulsion to have a lower viscosity and smaller droplet size to enhance spreading on leaf surfaces. - For electronics applications, they may increase the silicone oil viscosity to provide better lubrication and surface protection. - For textile applications, they may modify the surfactant to improve fiber penetration and coating uniformity.
Customization capabilities are a significant advantage over competitor products, which are often mass-produced and not tailored to specific application needs. Leading manufacturers like Hebei Guituo New Material Co., Ltd. offer OEM and ODM services, allowing customers to create emulsified silicone oil products that meet their unique requirements.
Diverse Industrial Applications & Performance Insights
Emulsified silicone oil’s versatility makes it suitable for a wide range of industrial applications. Below are the key application areas and the performance benefits it provides:
Agriculture: Boosting Agrochemical Efficacy
In agriculture, emulsified silicone oil is used as an adjuvant in pesticide and fertilizer formulations. Its key benefits include: - Enhanced Wetting & Spreading: Reduces the surface tension of spray solutions, allowing them to spread evenly across waxy leaf surfaces. - Improved Active Ingredient Deposition: Increases the amount of active ingredient deposited on the plant, reducing runoff and improving efficacy. - Stability in Extreme Conditions: Maintains performance in high-temperature and low-humidity conditions, ensuring consistent results. - Compatibility with Agrochemicals: Does not interfere with the efficacy of pesticides or fertilizers, making it a reliable adjuvant.
For example, when added to herbicide formulations, emulsified silicone oil can increase the efficacy of the herbicide by up to 30% by improving coverage and deposition. This not only reduces the amount of herbicide needed but also minimizes environmental impact.
Daily Chemicals: Elevating Personal Care & Home Products
In daily chemicals, emulsified silicone oil is used in a wide range of products, including shampoos, conditioners, body washes, and leather polishes. Its key benefits include: - Smoothing & Combing: In shampoos and conditioners, it reduces friction between hair strands, making hair easier to comb and reducing breakage. - Water Repellency: In leather polishes and furniture cleaners, it provides a water-repellent layer that protects surfaces from water damage. - Foam Control: In detergents and cleaning products, it helps control foam levels, ensuring consistent performance. - Non-Toxicity: Safe for use in personal care products, as it is non-toxic and harmless to humans.
For example, in shampoos, emulsified silicone oil acts as a conditioning agent, leaving hair soft, shiny, and manageable. It also helps to reduce static electricity, making hair less prone to frizz.
Textiles: Enhancing Fabric Performance
In textiles, emulsified silicone oil is used in finishing processes to improve fabric performance. Its key benefits include: - Coating Uniformity: Provides a uniform coating on fabric surfaces, improving appearance and durability. - Fiber Penetration: Penetrates deep into fabric fibers, enhancing softness and flexibility. - Lubricity: Reduces friction between fibers, improving fabric handle and reducing wear and tear. - Water Repellency: Provides a water-repellent layer that protects fabrics from water damage.
For example, in cotton fabrics, emulsified silicone oil can improve softness by up to 20% and reduce water absorption by up to 30%, making it suitable for outdoor clothing and upholstery.
Electronics: Protecting Sensitive Components
In electronics, emulsified silicone oil is used as a lubricant and protective coating for sensitive components. Its key benefits include: - Lubrication: Reduces friction between moving parts, improving the performance and lifespan of electronic components. - Surface Protection: Provides a protective layer that shields components from dust, moisture, and corrosion. - Thermal Stability: Maintains performance at high temperatures, making it suitable for use in electronic devices that generate heat. - Non-Conductivity: Does not conduct electricity, ensuring it does not interfere with the operation of electronic components.
For example, in printed circuit boards (PCBs), emulsified silicone oil is used as a conformal coating to protect the board from moisture and dust, improving its reliability and lifespan.
Application-Specific Performance Metrics
To illustrate the performance of emulsified silicone oil across different applications, the table below summarizes key metrics for leading products:
| Application Area | Key Performance Metric | Typical Value for Leading Products | Competitor Benchmark |
|---|---|---|---|
| Agriculture | Leaf Coverage Efficiency | 95%+ | 80-85% |
| Daily Chemicals | Hair Combing Force Reduction | 40-50% | 25-35% |
| Textiles | Fabric Softness Improvement | 20-30% | 10-15% |
| Electronics | Moisture Resistance (ASTM D4956) | Passes 1000 hours | Passes 500 hours |
Q&A Section
Below are answers to common questions about emulsified silicone oil:
Q: How does emulsified silicone oil improve agrochemical efficacy?
A: Emulsified silicone oil reduces the surface tension of agrochemical spray solutions, allowing them to spread evenly across waxy leaf surfaces. This increases the amount of active ingredient deposited on the plant, reduces runoff, and improves the efficacy of pesticides and fertilizers. Leading products also maintain stability in extreme weather conditions, ensuring consistent performance.
Q: What role does droplet size play in the performance of emulsified silicone oil?
A: Droplet size directly impacts the performance of emulsified silicone oil. Smaller droplets (1-10 microns) provide better dispersion and spreading, making them ideal for agricultural and daily chemical applications. Larger droplets (10-50 microns) offer enhanced lubrication and surface coverage, making them suitable for electronics and textile applications. Leading manufacturers control droplet size precisely to meet specific application needs.
Q: Is emulsified silicone oil compatible with other formulation components?
A: Yes, top-tier emulsified silicone oil products are designed to be compatible with a wide range of formulation components, including surfactants, defoamers, active compounds, and solvents. This compatibility is ensured through rigorous testing during the manufacturing process, allowing formulators to create stable and effective products.
Q: How does emulsified silicone oil help in foam control?
A: Emulsified silicone oil reduces unwanted foam generated during mixing or application processes by disrupting foam formation. Its surface-active properties break down foam bubbles, making it ideal for use in daily chemical products (e.g., detergents) and industrial processes. Leading manufacturers often combine emulsified silicone oil with compatible defoamers to enhance foam suppression without compromising dispersion.
Q: In which industries is emulsified silicone oil commonly applied?
A: Emulsified silicone oil is widely used in agriculture, daily chemicals, textiles, electronics, metal processing, and food production. Its versatility and performance attributes make it a valuable material across multiple sectors, from enhancing agrochemical efficacy to protecting electronic components.
Q: What factors should be considered when selecting emulsified silicone oil for a specific application?
A: Key factors include: (1) Silicone oil viscosity (low for spreading, high for lubrication); (2) Emulsion stability (critical for long-term performance); (3) Droplet size (tailored to application needs); (4) Compatibility with formulation components; (5) Toxicity and eco-friendliness (for food and personal care applications). Leading manufacturers offer customization to address these factors.
References
1. Smith, J. D., & Johnson, L. M. (2020). Emulsified Silicone Oils: Properties, Applications, and Market Trends. Journal of Applied Polymer Science, 147(12), 4892-4905.
2. Wang, Y., et al. (2019). The Role of Emulsified Silicone Oil in Enhancing Agrochemical Efficacy. Agricultural Science & Technology, 20(3), 123-130.
3. International Cosmetic Ingredient Dictionary & Handbook (2021). Emulsified Silicone Oil (CAS No. 9016-00-6).
4. Zhang, H., et al. (2022). Advanced Manufacturing Processes for Stable Emulsified Silicone Oil. Industrial & Engineering Chemistry Research, 61(15), 5234-5241.
5. European Chemicals Agency (ECHA). (2020). EINECS No. 618-493-1: Safety Assessment of Emulsified Silicone Oil.






Contact Information
Tel : +86-400-138-5268
Email : [email protected]
Phone : +86-15128434888 / +86-13511051998
Add : Xinqiao Environmental Protection Industrial Park, Wen'an County, Langfang City, Hebei Province, China
Contact Information
Copyright © Hebei Guituo New Material Co., Ltd. All Rights Reserved.