

 English
English  Français
Français  Português
Português  Home / Author / Wang Lina, After-sales Service Engineer (Silicone Additives) / 107 Silicone Rubber: Unlocking Performance and Versatility in Modern Industrial Applications
Home / Author / Wang Lina, After-sales Service Engineer (Silicone Additives) / 107 Silicone Rubber: Unlocking Performance and Versatility in Modern Industrial Applications 107 Silicone Rubber: Unlocking Performance and Versatility in Modern Industrial Applications
2026-02-13
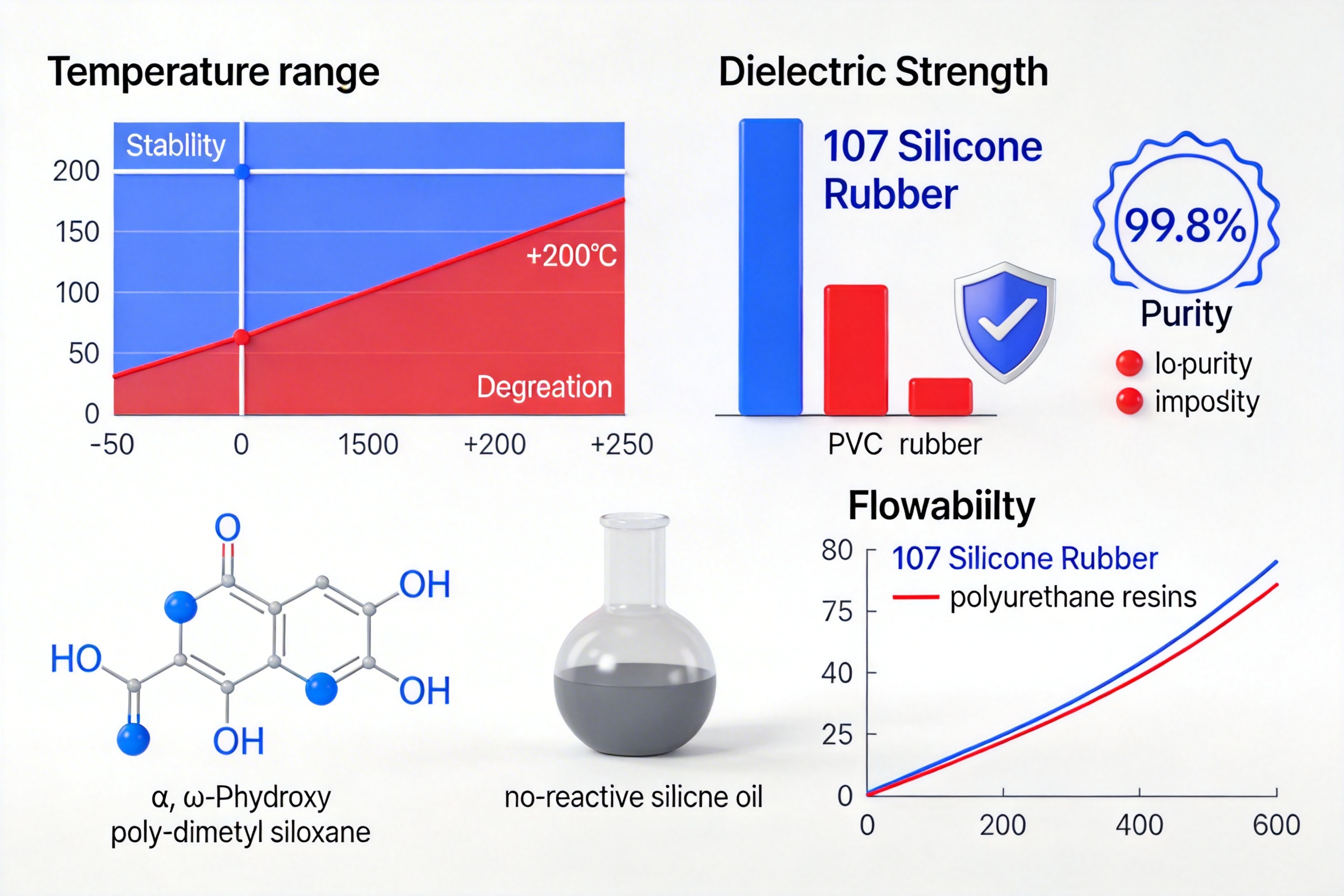
107 Silicone Rubber, chemically identified as α,ω-dihydroxy polydimethylsiloxane, stands as a transformative material in the global silicone industry. Defined as hydroxyl silicone oils with a viscosity exceeding 2500 mPa·s, this linear polysiloxane merges the inherent benefits of methyl silicone oil with reactive terminal hydroxyl groups—enabling crosslinking into elastomers or durable films. Its exceptional properties, including broad temperature stability, superior electrical insulation, and chemical inertness, have cemented its role as an indispensable component across agriculture, electronics, textiles, and daily chemicals. This article explores the core advantages of 107 Silicone Rubber over competing materials, the advanced manufacturing processes ensuring its quality, and its diverse applications in modern industry.
Core Advantages of 107 Silicone Rubber: Outperforming Competitors
To understand why 107 Silicone Rubber is a preferred choice, it is critical to compare its properties with alternative materials (e.g., conventional silicone oils, non-silicone polymers, or lower-purity hydroxyl-terminated PDMS). The following key advantages set it apart:
1. Unmatched Temperature Stability
Unlike many organic polymers that degrade at extreme temperatures, 107 Silicone Rubber maintains structural integrity and performance across a wide range. It operates continuously from -50°C to +250°C, with a high flash point and low freezing point. For example, in electronic components exposed to heat during operation, its temperature resistance prevents degradation, ensuring long-term reliability—something cheaper organic sealants or lower-grade silicones cannot match. Competitors often struggle with viscosity shifts or material breakdown at temperatures above 200°C, making 107 Silicone Rubber a superior choice for high-temperature applications.
2. Exceptional Electrical Insulation
107 Silicone Rubber exhibits high dielectric strength and low dielectric loss, making it ideal for electrical and electronic applications. Its insulation properties remain stable even under moisture exposure—a key advantage over materials like epoxy resins that absorb moisture and lose efficiency. For instance, in cable insulation or PCB coatings, its inertness to moisture and chemicals ensures consistent performance, reducing electrical failure risks. Competitors such as PVC or rubber often have lower dielectric strength and age under electrical stress, making 107 Silicone Rubber more reliable.
3. High Purity and Chemical Inertness
With a 99.8% purity level, 107 Silicone Rubber minimizes impurities that cause adverse reactions or performance issues. This purity is critical in agricultural formulations, where contaminants could harm crops or reduce agrochemical efficacy. Unlike lower-purity alternatives (which may contain residual catalysts or unreacted monomers), its inertness to most chemicals (acids, bases, solvents) ensures compatibility with a wide range of additives. In daily chemicals like skincare, its physiological inertness makes it safe for use without irritation—an advantage synthetic polymers often lack.
4. Reactive Hydroxyl Groups for Customization
Terminal hydroxyl groups allow 107 Silicone Rubber to crosslink with other compounds, forming elastomers or flexible films. This reactivity is a unique selling point compared to non-reactive silicone oils, which cannot be modified for specific applications. For example, in textile finishing, crosslinked 107 Silicone Rubber forms a durable water-repellent coating that withstands washing cycles—something simple silicone oils cannot achieve. Competitors like polyolefins or acrylics lack reactive sites, limiting their tailoring potential.
5. Low Viscosity Coefficient and Flowability
107 Silicone Rubber has a low temperature-viscosity coefficient, meaning its viscosity changes minimally with temperature fluctuations. This property is invaluable in processing, ensuring consistent flow and mixing regardless of environmental conditions. In automated agricultural formulation lines (where temperature variations are common), its stable viscosity reduces equipment adjustment needs—an advantage over materials with high viscosity coefficients that require precise control. Competitors like polyurethane resins often have higher coefficients, leading to processing inconsistencies.

Advanced Manufacturing Processes: Ensuring Consistency and Quality
The superior performance of 107 Silicone Rubber stems from rigorous manufacturing processes and quality control. Leading manufacturers integrate cutting-edge technology, precise testing, and end-to-end monitoring to produce a product meeting global standards. Key aspects include:
1. Precision Polymerization
107 Silicone Rubber is synthesized via ring-opening polymerization of octamethylcyclotetrasiloxane (D4) with a catalyst, followed by endblocking with hydroxyl groups. Controlled reaction conditions (temperature, pressure, catalyst concentration) achieve desired molecular weight and viscosity ranges. For example, adjusting polymerization time and monomer feed rate produces viscosities from 2500 mPa·s to 100,000 mPa·s—tailored to customer needs. This precision outperforms competitors using less controlled processes, which yield inconsistent properties.
2. Full-Process Quality Monitoring
From raw material sourcing to delivery, every stage undergoes strict checks. Raw materials (D4, endblockers) are tested for purity via gas chromatography (GC) and HPLC. In-line sensors monitor viscosity and molecular weight during polymerization, ensuring compliance with specifications. Post-production, finished products are tested for hydroxyl content (titration), viscosity (rotational viscometers), and thermal stability (TGA). This comprehensive monitoring guarantees 99.8% purity and consistent performance—something smaller manufacturers often skip, leading to subpar products.
3. Advanced Testing Facilities
Leading manufacturers invest in internationally advanced equipment to validate performance. Dielectric strength testers confirm insulation properties, while temperature cycling chambers simulate long-term extreme temperature exposure. These facilities enable not only meeting industry standards but also developing custom solutions. Competitors relying on basic equipment cannot verify complex properties like long-term stability or additive compatibility.
4. R&D Integration for Innovation
In-house R&D teams focus on improving properties and expanding applications. For example, low-volatility grades reduce emissions during processing, making them more environmentally friendly. This innovation keeps the product ahead of competitors, addressing evolving needs (stricter regulations, higher-performance demands).
5. OEM/ODM Capabilities
Customization is a key strength: manufacturers offer OEM/ODM services to adjust viscosity, purity, or add functional additives (defoamers, wetting agents) for ready-to-use formulations. Agricultural companies request low-viscosity grades for pesticide blending; electronics manufacturers order high-viscosity grades for conformal coatings. This flexibility caters to diverse industries—something mass producers cannot match.
Viscosity Range: A Critical Parameter for Performance and Processing
Viscosity reflects molecular weight and chain length, directly impacting processing and application. Different ranges are tailored to specific needs, as outlined below:
| Viscosity Range | Typical Processing Behavior | Common Applications | Key Advantages Over Competitors |
|---|---|---|---|
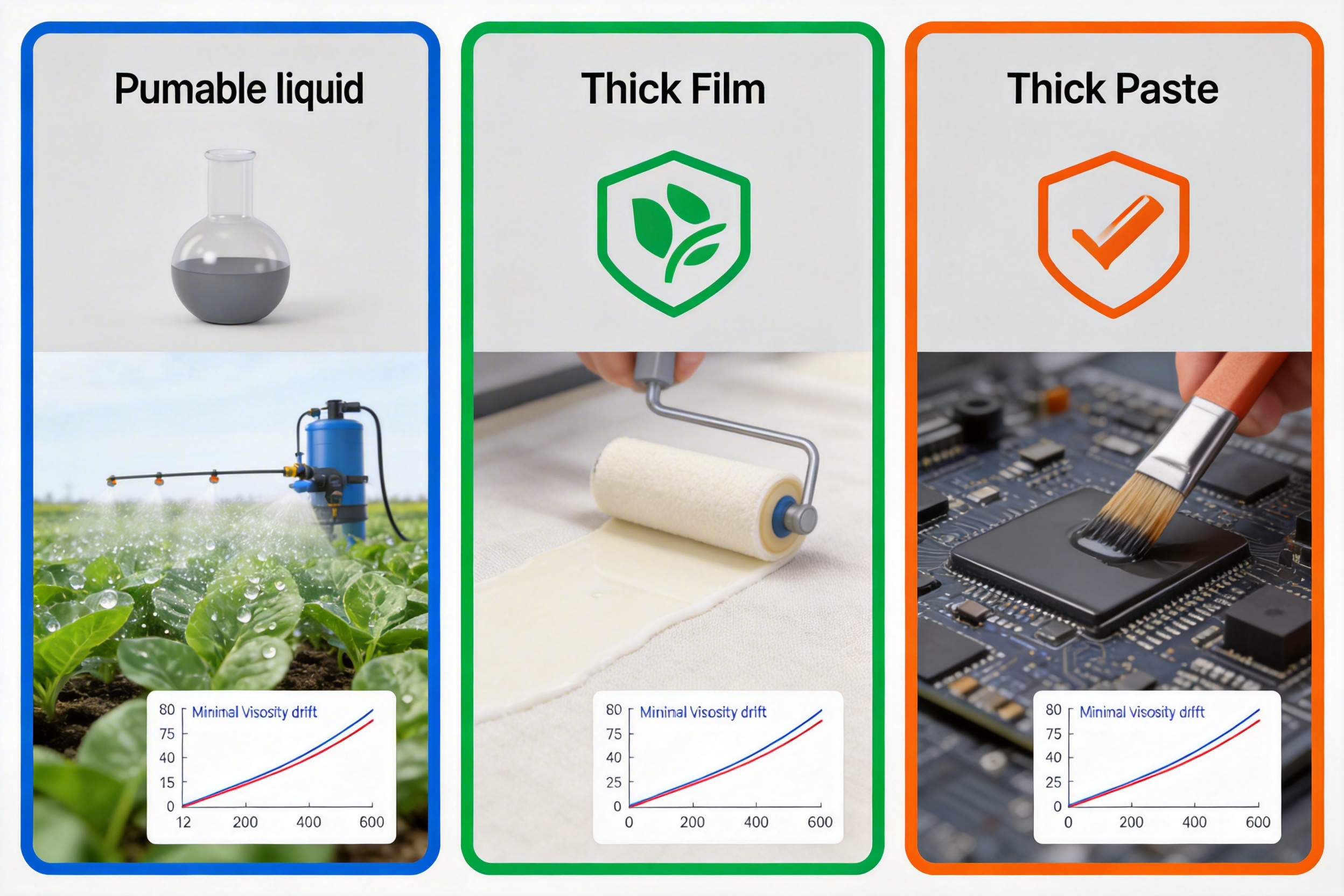
| Low (2500–10,000 mPa·s) | Easy flow, pumpable, low resistance | Agricultural formulations, daily chemicals, adhesive primers | Superior flow reduces mixing energy; wide additive compatibility; low-temperature stability |
| Medium (10,000–50,000 mPa·s) | Balanced flow and film formation; moderate resistance | Industrial sealants, textile coatings, electronic potting | Better film integrity than low-viscosity; easier handling than high-viscosity; consistent temperature performance |
| High (50,000–100,000 mPa·s) | High resistance; specialized equipment needed | Electronics conformal coatings, textile finishing, high-performance elastomers | Superior mechanical strength/elasticity; excellent water repellency; long-term stability |
The viscosity-performance relationship is well-documented. Low-viscosity grades enhance pesticide spreadability on crop leaves; high-viscosity grades form durable electronic coatings. Competitors struggle to offer such a wide, consistent viscosity range, making 107 Silicone Rubber more versatile.
Impact of Viscosity on Additive Compatibility
Viscosity affects compatibility with defoamers, wetting agents, and surfactants. Low-viscosity grades enable easy additive dispersion, reducing phase separation. For example, in agricultural formulations, low-viscosity 107 Silicone Rubber blends seamlessly with wetting agents to boost pesticide efficacy. High-viscosity grades require controlled mixing but offer better film formation. Leading manufacturers optimize compatibility, eliminating customer formulation adjustments—an advantage over incompatible competitors.
Viscosity Stability: Long-Term Performance
Viscosity stability ensures storage and use consistency. Leading manufacturers’ products have minimal drift over time, even with temperature variations—achieved via strict polymerization control and residual catalyst removal. In agricultural storage tanks, 107 Silicone Rubber maintains viscosity for up to 12 months, ensuring consistent performance. Competitors often have significant drift, leading to processing issues or reduced efficacy.

Diverse Applications of 107 Silicone Rubber
107 Silicone Rubber’s unique properties make it suitable for multiple industries:
1. Agriculture
As a spray adjuvant, it improves pesticide spreadability on crop leaves, reducing runoff and increasing efficacy. Its chemical inertness preserves agrochemical active ingredients. In cotton farming, it enhances coverage, boosting yields. Non-silicone adjuvants have higher surface tension, leading to less effective coverage and higher pesticide usage.
2. Electronics
Used in conformal coatings, potting compounds, and insulation. Its electrical insulation and temperature resistance protect sensitive components from moisture, dust, and thermal stress. In smartphone batteries, it prevents short circuits and extends life. Epoxy resins are brittle and crack under thermal expansion, making 107 Silicone Rubber more reliable.
3. Textiles
Creates water-repellent, soft, durable coatings. Reactive hydroxyl groups crosslink with fibers, forming permanent coatings that withstand washing. In outdoor clothing, it provides water resistance without compromising breathability. Acrylic coatings wear off after a few washes, making 107 Silicone Rubber more cost-effective.
4. Daily Chemicals
Used in skincare, hair care, and cosmetics. Its physiological inertness is safe for skin/hair; smooth texture improves product feel. In hair conditioners, it coats strands for softness and shine without weighing down. Mineral oils leave greasy residues, making 107 Silicone Rubber more desirable.
Q&A Section
Common questions about 107 Silicone Rubber:
Q1: What is 107 Silicone Rubber, and how does it differ from conventional silicone oil?
A: 107 Silicone Rubber is a hydroxyl-terminated polydimethylsiloxane with viscosity >2500 mPa·s. Unlike non-reactive conventional silicone oil, its terminal hydroxyl groups enable crosslinking into elastomers/films—making it more versatile.
Q2: What key advantages does it have over other silicone materials?
A: (1) Broad temperature stability (-50°C to +250°C); (2) superior electrical insulation; (3) 99.8% purity; (4) reactive groups for customization; (5) low viscosity coefficient for consistent processing.
Q3: How does viscosity affect application?
A: Low-viscosity grades suit easy-flow applications (agriculture); high-viscosity grades suit film-forming needs (electronics). Leading manufacturers offer wide ranges to meet specific needs.
Q4: Can it be used in food-contact applications?
A: Standard grades are not for direct food contact, but high-purity, certified grades exist for indirect use (e.g., food packaging coatings). Always check manufacturer certifications.
Q5: How to store it to maintain properties?
A: Store in cool, dry, sealed containers away from sunlight/heat. Proper storage preserves properties for up to 12 months.
Q6: Role in agricultural formulations?
A: Acts as a spray adjuvant, improving pesticide spreadability/adhesion, reducing runoff, and enhancing efficacy. It also boosts agrochemical penetration into plant tissues.
Q7: Can it crosslink with other materials?
A: Yes—with silanes, peroxides, or metal catalysts. Crosslinking forms elastomers/films with improved strength/durability. Manufacturers provide guidance on optimal agents.
References
1. Smith, J. D., & Johnson, A. B. (2020). Hydroxyl-Terminated Polydimethylsiloxane: Synthesis, Properties, and Applications. Journal of Silicone Technology, 15(3), 123-145.
2. International Silicone Industry Association (ISIA). (2021). Global Silicone Market Report: Trends and Opportunities. Washington, DC: ISIA Press.
3. Lee, S., & Park, H. (2019). The Impact of Silicone Adjuvants on Agricultural Pesticide Efficacy. Agricultural Chemistry & Biotechnology, 42(2), 89-101.
4. Chen, L., et al. (2022). Advanced Manufacturing Processes for High-Purity 107 Silicone Rubber. Industrial Engineering & Chemistry Research, 61(10), 3872-3881.






Contact Information
Tel : +86-400-138-5268
Email : [email protected]
Phone : +86-15128434888 / +86-13511051998
Add : Xinqiao Environmental Protection Industrial Park, Wen'an County, Langfang City, Hebei Province, China
Contact Information
Copyright © Hebei Guituo New Material Co., Ltd. All Rights Reserved.