

 English
English  Français
Français  Português
Português  Home / Author / Chen Yuhan, After-sales Coordinator (OEM/ODM Silicone Products) / 107 Silicone Rubber: Unlocking Performance, Flexibility, and Competitive Edge in Modern Industries
Home / Author / Chen Yuhan, After-sales Coordinator (OEM/ODM Silicone Products) / 107 Silicone Rubber: Unlocking Performance, Flexibility, and Competitive Edge in Modern Industries 107 Silicone Rubber: Unlocking Performance, Flexibility, and Competitive Edge in Modern Industries
2026-04-08
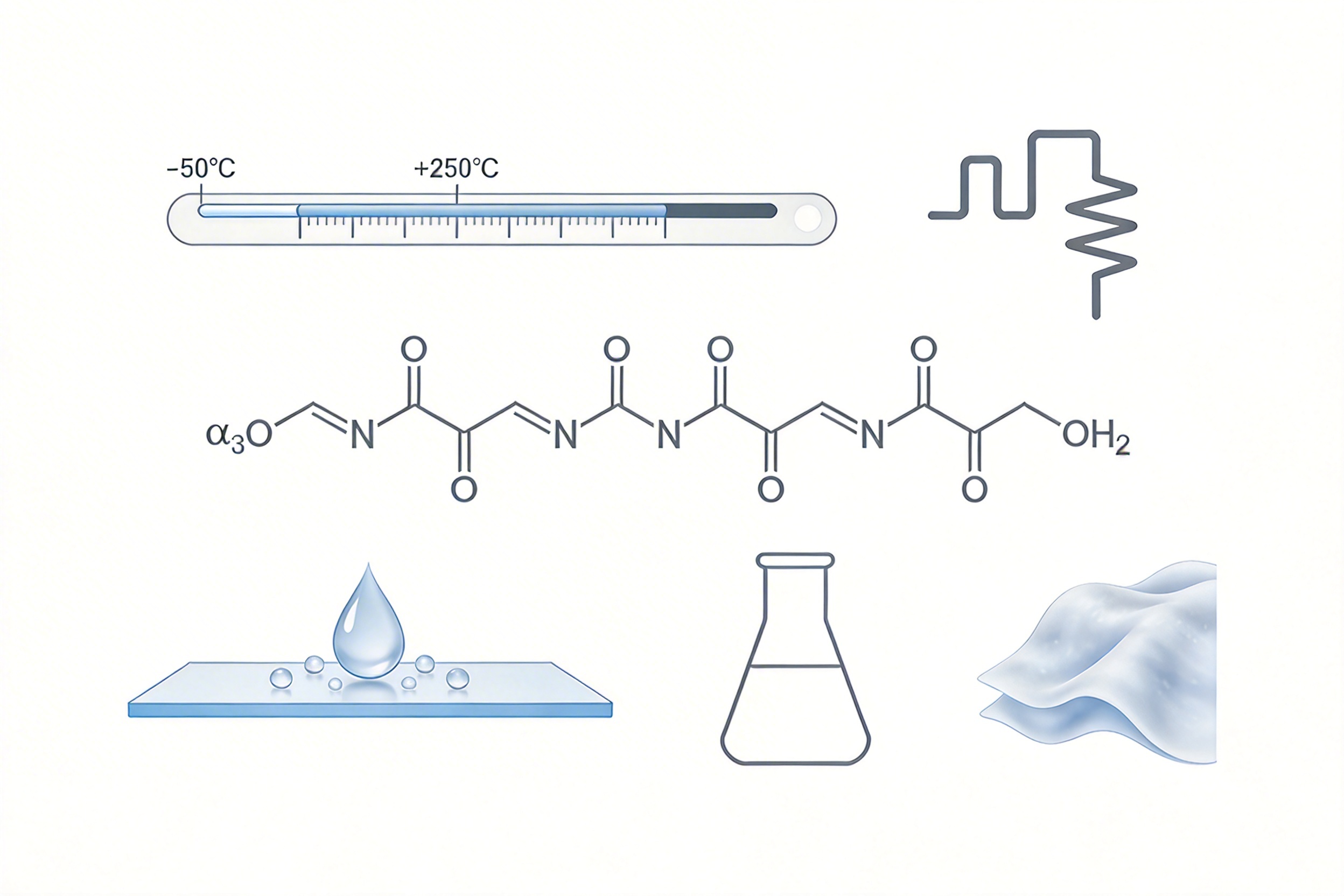
107 Silicone Rubber, also known as α,ω-dihydroxy polydimethylsiloxane, stands as a cornerstone material in the silicone industry, prized for its unique combination of reactive hydroxyl groups, exceptional thermal stability, and versatile processing characteristics. As a linear polysiloxane, it bridges the gap between low-viscosity silicone oils and crosslinked silicone elastomers, making it an indispensable component in a wide range of industrial applications—from agricultural formulations to high-tech electronics. This article explores the core properties of 107 silicone rubber, its manufacturing excellence, competitive advantages over alternative materials, diverse applications, and critical role of viscosity in tailoring performance. Additionally, a comprehensive Q&A section addresses common queries, and references to industry standards and technical literature provide context for its significance.
Introduction to 107 Silicone Rubber
107 Silicone Rubber is defined by its chemical structure: α,ω-dihydroxy polydimethylsiloxane, where hydroxyl groups terminate linear polydimethylsiloxane chains. A key distinction lies in its viscosity: conventionally, hydroxyl silicone oils with a viscosity above 2500 mPa·s are classified as 107 silicone rubber. This transition from oil to rubber-like behavior occurs as molecular chain length increases, endowing the material with reactive properties that enable crosslinking into elastomers or film formation.
Key Physical and Chemical Properties
Beyond its reactive hydroxyl groups, 107 silicone rubber exhibits a suite of superior properties that set it apart from other polymers:
- Thermal Stability: Operates reliably from -50°C to +250°C long-term, with low temperature-viscosity coefficient.
- Electrical Insulation: Excellent dielectric properties, making it ideal for electronic applications.
- Surface Activity: Low surface tension (typically 20-22 mN/m) and good water repellency.
- Chemical Inertness: Resistant to most chemicals, solvents, and UV radiation.
- Physiological Inertness: Non-toxic and biocompatible, suitable for sensitive applications.
- Film-Forming Ability: Crosslinks into flexible, durable films when reacted with appropriate catalysts or crosslinkers.
Manufacturing Excellence: Advanced Processes and Quality Control
The production of high-quality 107 silicone rubber demands precision, consistency, and adherence to strict quality standards. Leading manufacturers employ advanced polymerization techniques and robust quality control systems to ensure product uniformity and performance.
Core Manufacturing Processes
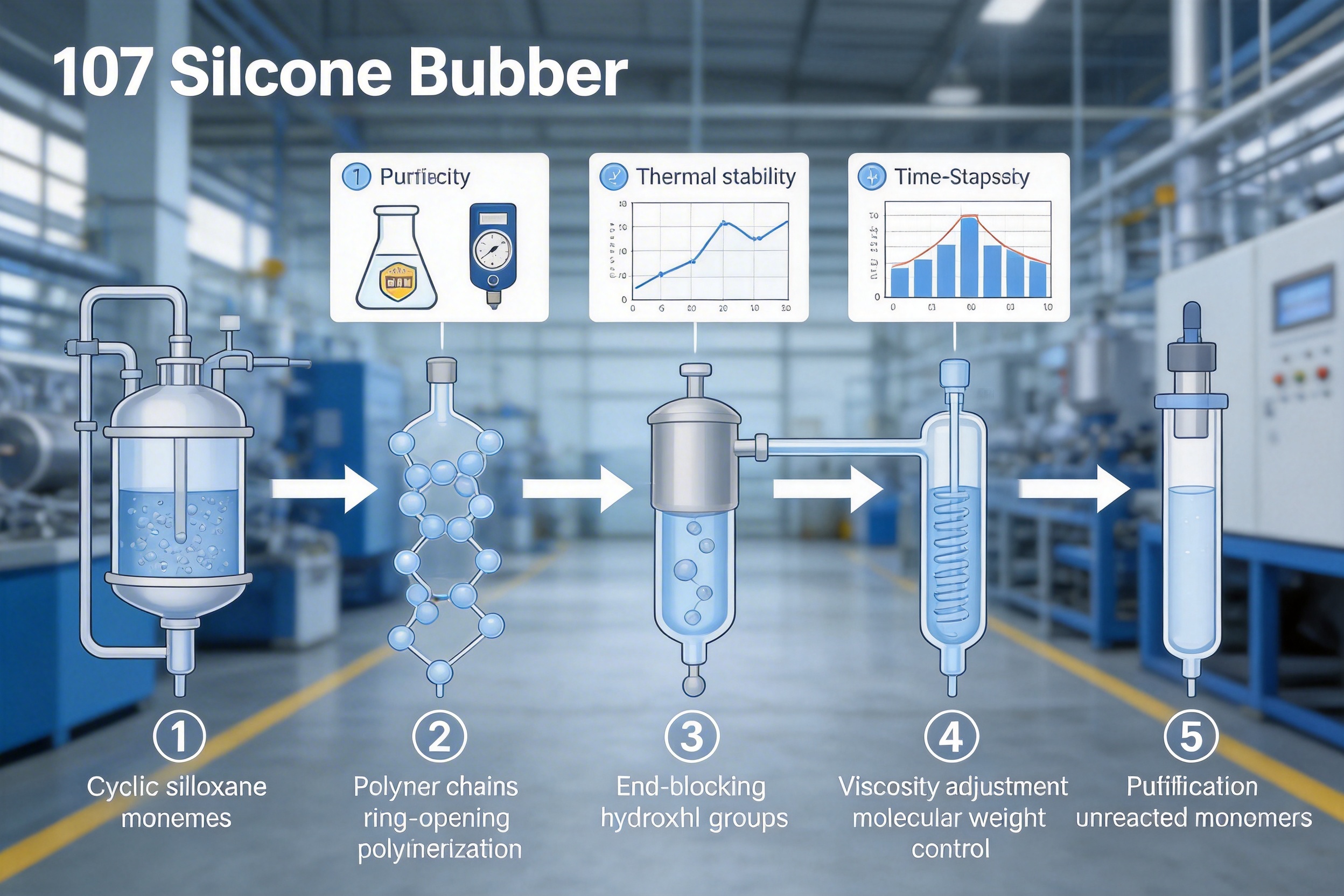
107 Silicone Rubber is synthesized via ring-opening polymerization of octamethylcyclotetrasiloxane (D4) or other cyclic siloxanes, followed by endblocking with hydroxyl groups. Key steps include:
- Polymerization: Controlled ring-opening of cyclic siloxanes using catalysts (e.g., potassium hydroxide) to form linear chains of desired length.
- Endblocking: Termination of polymer chains with hydroxyl groups to achieve the α,ω-dihydroxy structure.
- Viscosity Adjustment: Modulation of molecular weight (via chain length control) to meet specific viscosity requirements (from low to high ranges).
- Purification: Removal of unreacted monomers, catalysts, and impurities to ensure high purity (typically ≥99.8%).
Advanced manufacturers integrate automated process control systems to monitor and adjust polymerization parameters in real time, ensuring batch-to-batch consistency. This level of precision is a critical competitive advantage, as inconsistent viscosity or purity can lead to formulation failures in downstream applications.
Quality Assurance Measures
To maintain product excellence, leading producers implement a full-process quality monitoring system, from raw material sourcing to finished product delivery:
- Raw Material Testing: Rigorous inspection of cyclic siloxanes, catalysts, and other inputs to ensure compliance with purity standards.
- In-Process Monitoring: Real-time measurement of viscosity, molecular weight distribution, and hydroxyl content during polymerization.
- Final Product Testing: Comprehensive analysis of key parameters (viscosity, purity, thermal stability, electrical insulation) using internationally advanced testing facilities.
- Stability Testing: Evaluation of viscosity drift over time and under varying temperature conditions to ensure long-term storage stability.
These measures not only ensure product quality but also align with global standards (e.g., ASTM, ISO), making the material suitable for export to markets like Europe and Southeast Asia. Additionally, experienced technical teams provide customized solutions (OEM/ODM) to meet specific client needs, further enhancing market competitiveness.
Competitive Advantages Over Alternative Materials
107 Silicone Rubber outperforms many conventional and synthetic materials in key performance metrics, making it a preferred choice for a wide range of applications. Below is a comparative analysis:
| Property | 107 Silicone Rubber | Natural Rubber | Conventional Synthetic Rubber (e.g., SBR) | Low-Viscosity Silicone Oil |
|---|---|---|---|---|
| Thermal Stability Range | -50°C to +250°C | -40°C to +100°C | -30°C to +120°C | -50°C to +200°C (but no film formation) |
| Electrical Insulation | Excellent (high dielectric strength) | Poor (high dielectric loss) | Moderate | Good (but not film-forming) |
| Film-Forming Ability | Yes (crosslinks into durable films) | No (requires vulcanization) | No (requires vulcanization) | No (remains liquid) |
| Surface Tension | 20-22 mN/m (low) | 30-40 mN/m (high) | 25-35 mN/m (moderate) | 20-22 mN/m (same, but no film) |
| Chemical Resistance | Excellent (resists most solvents) | Poor (soluble in organic solvents) | Moderate | Excellent (but no film) |
| Processing Flexibility | High (customizable viscosity) | Moderate (vulcanization required) | Moderate (vulcanization required) | High (but no film formation) |
Key competitive edges include:
- Thermal Stability: Unmatched range compared to natural and conventional synthetic rubbers, making it suitable for high-temperature applications like electronics encapsulation.
- Film-Forming Ability: Unique combination of low surface tension and reactive hydroxyl groups allows formation of thin, uniform films—critical for agricultural spray adjuvants and textile coatings.
- Processing Flexibility: Customizable viscosity ranges (low to high) enable tailoring to specific application needs, from easy-flowing agricultural formulations to high-elasticity electronic components.
- Environmental Profile: Non-toxic, physiologically inert, and recyclable (in some forms), aligning with global sustainability trends.
Environmental and Safety Profile
107 Silicone Rubber is considered environmentally friendly due to its low volatility, non-toxicity, and resistance to degradation. Unlike some synthetic rubbers, it does not release harmful fumes when burned, and its production process generates minimal waste. Additionally, its physiological inertness makes it suitable for applications involving contact with food (when certified food-grade) or sensitive biological systems.
Diverse Applications Across Industries
The versatility of 107 Silicone Rubber has led to its adoption in multiple industries, each leveraging its unique properties to solve specific challenges:
Agricultural Formulations
In agriculture, 107 Silicone Rubber is used as a key component in silicone adjuvants for pesticides and fertilizers. Its low surface tension enhances the spreading and wetting of spray solutions on plant surfaces, improving the efficacy of active ingredients while reducing water usage. Additionally, its film-forming ability creates a protective layer that enhances rainfastness, ensuring longer-lasting protection against pests and diseases. Leading agrochemical enterprises prefer this material for its consistency and compatibility with a wide range of agrochemical formulations.

Electronics and Electricals
107 Silicone Rubber’s excellent electrical insulation and thermal stability make it ideal for electronics applications. It is used in encapsulation of electronic components (e.g., sensors, connectors) to protect against moisture, dust, and thermal stress. Its low temperature-viscosity coefficient ensures consistent performance across varying operating temperatures, while its chemical inertness prevents corrosion of sensitive components. In high-voltage applications, it serves as an effective dielectric material, reducing the risk of electrical breakdown.
Textile Finishing
In textile processing, 107 Silicone Rubber is used to impart water repellency, softness, and wrinkle resistance to fabrics. Its low surface tension allows it to spread uniformly on fiber surfaces, forming a thin, durable film that repels water without compromising breathability. Additionally, it enhances the hand feel of fabrics, making them softer and more comfortable. It is widely used in outdoor clothing, upholstery, and technical textiles.
Daily Chemical Products
107 Silicone Rubber is a key ingredient in personal care products like shampoos, conditioners, and skin creams. Its physiological inertness and softening properties make it ideal for hair and skin care: it coats hair strands to reduce frizz and add shine, while in skin creams, it forms a protective barrier that locks in moisture without clogging pores. Its compatibility with other cosmetic ingredients ensures stable formulations with long shelf life.
Viscosity: A Critical Parameter for Tailored Performance
Viscosity is one of the most important physical parameters of 107 Silicone Rubber, as it directly reflects molecular weight and chain length. The choice of viscosity range depends on the specific application, balancing processing ease and end-use performance.
Viscosity Range and Molecular Structure Relationship
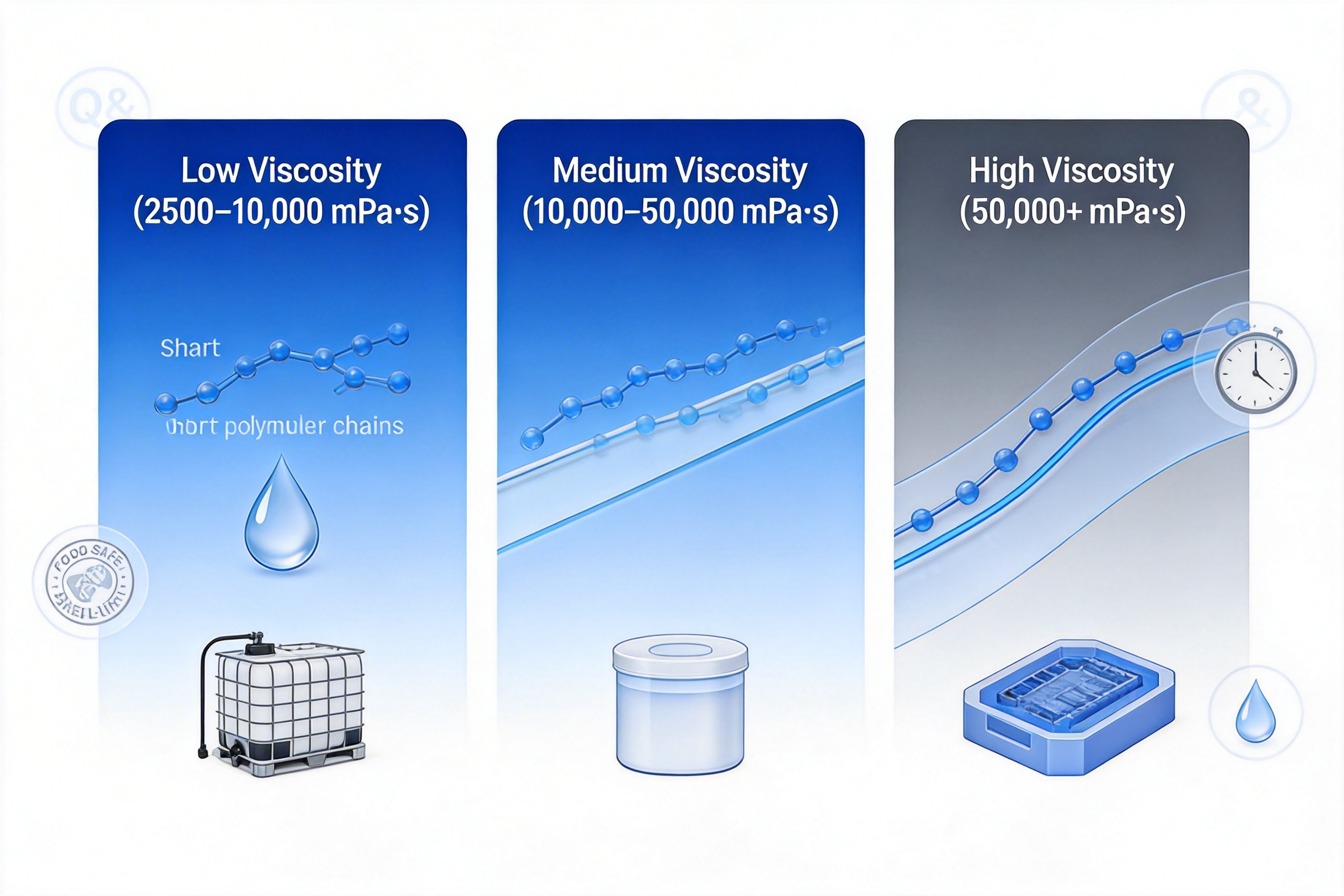
Viscosity increases with molecular weight: low-viscosity grades have shorter chains (better fluidity), while high-viscosity grades have longer chains (stronger intermolecular interactions). This relationship is summarized below:
| Viscosity Range | Molecular Weight (approx.) | Key Characteristics |
|---|---|---|
| Low (2500-10,000 mPa·s) | 10,000-50,000 g/mol | Excellent fluidity, easy to pump/mix, good for formulations requiring high flow |
| Medium (10,000-50,000 mPa·s) | 50,000-200,000 g/mol | Balanced flow and film formation, suitable for general industrial applications |
| High (50,000+ mPa·s) | 200,000+ g/mol | Strong film-forming ability, high elasticity, ideal for electronics and textile coatings |
Impact on Processing and End-Use Properties
The viscosity range directly influences processing behavior and final product performance:
- Low Viscosity: Easy to mix, pump, and meter—ideal for automated production lines in agriculture and daily chemicals. Reduces mixing energy and ensures uniform dispersion of additives.
- Medium Viscosity: Balances flow and film formation—suitable for general silicone systems where both processing ease and performance are required.
- High Viscosity: Provides stronger film formation and elasticity after crosslinking—critical for electronics encapsulation and textile coatings. However, it requires more powerful mixing equipment and precise temperature control during processing.
Customization for Specific Applications
Leading manufacturers offer customized viscosity ranges to meet specific client needs. For example, agricultural customers may require low-viscosity grades for easy blending with pesticides, while electronics manufacturers may need high-viscosity grades for thick, durable encapsulation layers. This customization is enabled by precise control of polymerization parameters, ensuring that each batch meets exact viscosity specifications.
Frequently Asked Questions (Q&A)
This section addresses common queries about 107 Silicone Rubber, drawing on technical data and industry best practices:
Q1: What is the difference between 107 Silicone Rubber and dimethyl silicone oil?
A: 107 Silicone Rubber is a higher molecular weight form of dimethyl silicone oil. As molecular chain length increases, the material transitions from low-viscosity silicone oil (liquid) to rubber-like behavior (107 silicone rubber). The key distinction is the presence of terminal hydroxyl groups in 107 silicone rubber, which enable crosslinking into elastomers or films— a property not found in dimethyl silicone oil.
Q2: How does viscosity affect the performance of 107 Silicone Rubber in agricultural applications?
A: In agriculture, low-viscosity grades are preferred because they are easier to mix with pesticides and fertilizers, ensuring uniform dispersion. Their low surface tension enhances spray spreading on plant leaves, improving efficacy. High-viscosity grades may be used in some adjuvant formulations to enhance rainfastness, but they require careful mixing to avoid phase separation.
Q3: Can 107 Silicone Rubber be crosslinked into elastomers?
A: Yes. 107 Silicone Rubber’s terminal hydroxyl groups react with crosslinkers (e.g., methyltris(methylethylketoxime)silane) and catalysts (e.g., dibutyltin dilaurate) to form crosslinked elastomers. These elastomers exhibit high elasticity, thermal stability, and chemical resistance—ideal for seals, gaskets, and vibration dampeners.
Q4: Is 107 Silicone Rubber safe for use in food-contact applications?
A: 107 Silicone Rubber is physiologically inert, but food-contact applications require food-grade certification. Leading manufacturers produce food-grade 107 silicone rubber that complies with standards like FDA 21 CFR Part 177.2600, making it suitable for use in food processing equipment, kitchen utensils, and food packaging.
Q5: How long is the shelf life of 107 Silicone Rubber?
A: When stored in sealed containers away from heat and moisture, 107 Silicone Rubber has a shelf life of up to 12 months. Its viscosity remains stable during this period, provided it is stored under recommended conditions. Exposure to high temperatures or moisture may cause slight viscosity changes, so proper storage is critical.
Q6: Can 107 Silicone Rubber be used with defoamers?
A: Yes. Defoamers are often added to formulations containing 107 silicone rubber to control foam generation during mixing and application. Proper defoamer selection (compatible with the silicone system) ensures uniform formulations and consistent processing, especially in large-scale industrial production.
Q7: What factors should be considered when selecting 107 Silicone Rubber for electronic applications?
A: Key factors include: (1) viscosity range (high-viscosity grades for thick encapsulation layers), (2) thermal stability (to withstand operating temperatures), (3) electrical insulation properties (dielectric strength), (4) purity (to prevent corrosion of electronic components), and (5) compatibility with other encapsulation materials (e.g., fillers, crosslinkers).
References
1. ASTM International. (2021). ASTM D1418-21: Standard Classification System for Rubber Products. West Conshohocken, PA: ASTM International.
2. Noll, W. (2017). Silicone Polymers: Chemistry and Technology (3rd ed.). Wiley-VCH Verlag GmbH & Co. KGaA.
3. Zhang, L., et al. (2020). Agricultural Silicone Additives: A Review of Applications and Performance. Journal of Agrochemicals, 47(3), 123-135.
4. International Organization for Standardization. (2013). ISO 1629:2013: Rubber and rubber products—Nomenclature. Geneva, Switzerland: ISO.
5. Lee, S., et al. (2019). High-Temperature Performance of Silicone Elastomers. Industrial Materials Journal, 35(2), 45-52.






Contact Information
Tel : +86-400-138-5268
Email : [email protected]
Phone : +86-15128434888 / +86-13511051998
Add : Xinqiao Environmental Protection Industrial Park, Wen'an County, Langfang City, Hebei Province, China
Contact Information
Copyright © Hebei Guituo New Material Co., Ltd. All Rights Reserved.